Weak connection – welding current is meeting resistance


Cut off the cable and reattach. If the cable is stiff (this means the cable is over-heating) replace the whole length of cable with a larger diameter of cable (to give better current flow)
The work clamp is not doing its job anymore. The jaws are missing and the spring is shot. This will not give a solid connection for the welding.

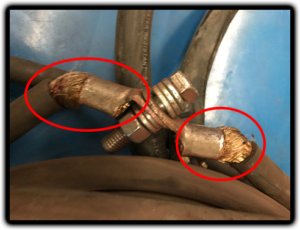
Replace the ground clamp.
– Just because the welding machine gauges are displaying the Amps and Volts, doesn’t guarantee that specified current flow is being delivered to the welding arc. For that to happen there must be minimal resistance in the welding cable.
– A good current flow needs a good conductor. The best conductors for flow are (1) Silver (2) Copper (3) Gold and (4) Aluminum. And every conductor will have some resistance to the welding current.
– The resistance in the cable will be affected by (1) the length of the cable and (2) the diameter of the cable.
– The cable (we’re assuming you’re not using silver) is made up of many fine copper strands, tightly twisted together. And you want to maintain that snugness to assist in a good flow. So (1) don’t let the strands become frayed at the connecting point (e.g. clamp). And (2) when you’re twisting the cable, turn it clock wise.
– You can call the Work Clamp the Ground Clamp as long as you don’t believe it’s a ground clamp. Whatever amperage is at the welding arc, will be the same at the work clamp. This is why we care about the health of the work clamp. When the teeth in the jaws fall out, the clamp’s spring weakens and spatter, paint, other things become attached to the clamp; it’s time to change out the clamp. The beat up clamp is now creating extra resistance in the welding circuit.
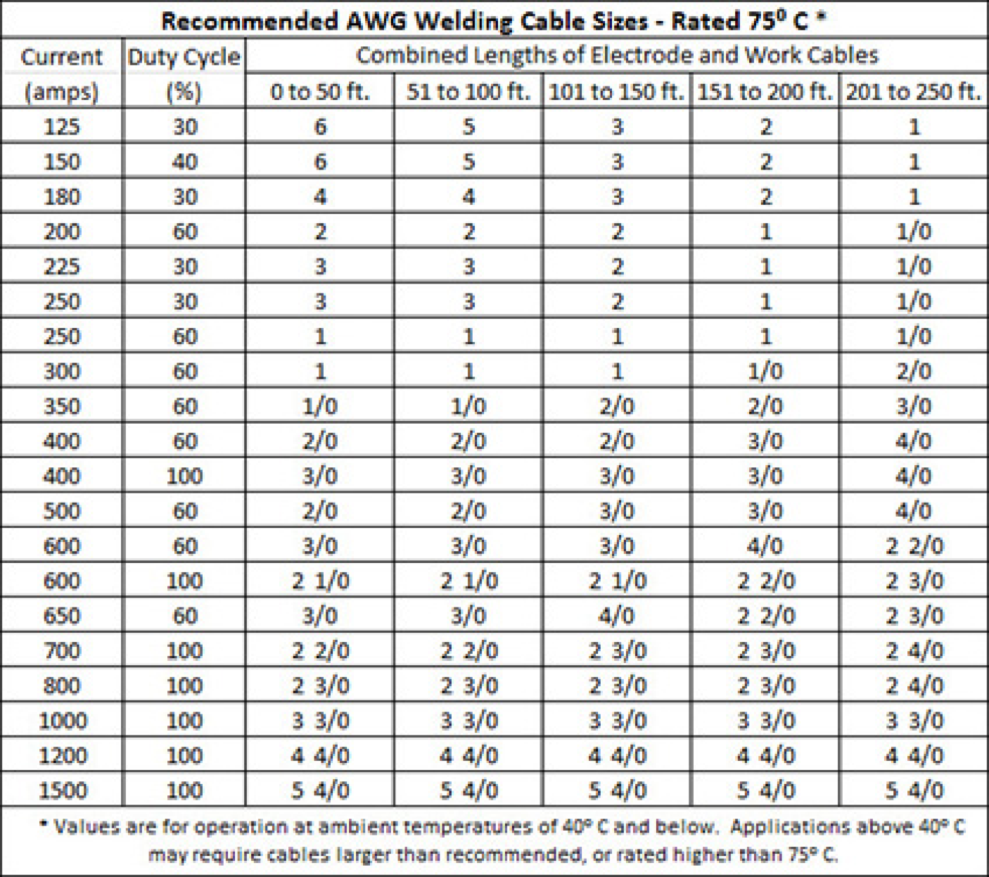
– Below is a chart on appropriate size of cable for given amperages.
– The best person for maintaining a welding machine is the one who’s using it every day. Inspecting the machine every day is a wonderful habit. The user should know what to look for and what to do, when they see it. They’re changing out the simple things that have or will cause future welding problems.
– Preventive maintenance helps over the long haul. Like regularly changing your oil in the car, it doesn’t guarantee problem free vehicle, but not doing it will result in big money repairs.
– This is a low skill job that pays big dividends.
– When there’s too much resistance in the welding cable, you’re going to get Poor Arc Starts, Porosity in the weld and Inconsistent Weld Quality.
– When resistance is increasing within the cable, the welding current is decreasing. And when the welder starts noticing the drop in current, he’s going to turn up the dial. And the current will drop some more because he’s fixing the symptom, not the problem. Eventually the problem will appear and shut the whole welding process down.
– When the welder is practicing preventive maintenance, he’s freeing up the maintenance staff to work on the more serious issues. Or if you want your maintenance people to work on things like that, he can alert them to these things – they can plan to change them out when its convenient for both parties.
– As he learns to pay attention to his machine, there’ll be less down time in production.
– Successful production depends on teamwork from everyone. When everyone is playing their part, things run smoother.
If we can help you in these areas, please give us a call.
Cheers,
Ron-Son’s Torch
Contact Us
