“We cannot solve our problems with the same level of thinking that created them.” Albert Einstein
The welding process is no longer a mystery, it’s an engineered science. The days of magic and superstition are over. The body of knowledge is deeper and more helpful.
Quality control and welding inspectors are well acquainted with the phrase “we’ve always done it this way”. Regardless of who says it, or what tone of voice, or the size of audience, it isn’t a “Get Out Of Jail Free” card. There are scientific reasons why certain things are done in such a way. Your CWB, AWS, and other regulatory societies are founded on such principles.
This article is looking at 2 math formulas that have been created to predict the amount of metal being deposited and the depth of penetration.
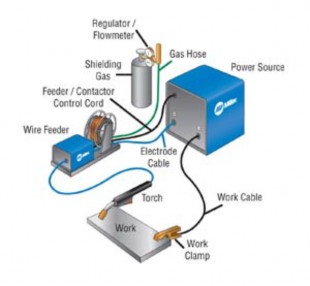
Figure 1 SETTING UP MIG WELDING

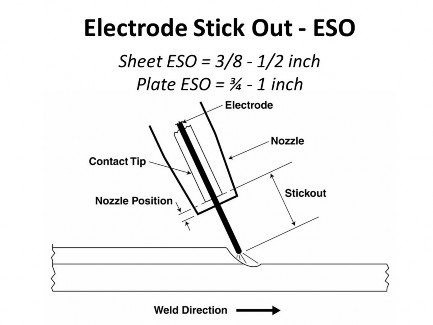
Figure 2 WHERE THE ELECTRICITY ENTERS THE WIRE
The electrons flow from negative to positive. In MIG welding, the ground cable connects to the negative terminal. The MIG gun connects to the positive terminal.
Where does the welding current enter into the welding wire? At the end of the contact tip; a little dot.
What does the current do when it enters the welding wire? It travels to the end of the welding wire to the Arc. As it proceeds down the welding wire to the arc, it preheats the wire. The short distance from the tip to the arc is one of the reasons the wire doesn’t melt and explode. Nevertheless, the temperature of the wire can reach up to 5000 Fahrenheit.
What are the negative electrons doing? They are creating energy (called the work function) to push the negative electrons into the welding wire. This heat (or energy) getting into the wire heats the droplet beyond the melting temperature.
In very basic language, every welding job requires X amount of melted wire to be deposited in the correct place. And every welding shop tries to find the most efficient way to accomplish this task.
There are many variables that go into being efficient in depositing the welds: the skill level of the welder, the welding wire, the design of the welds, the layout of the shop, etc. The efficiency we are going to look at is the factors that go into melting the wire. And someone has done all the hard work and created a formula to calculate the wire melting rate (lb/hr)
The Formula: Wire Melting Rate (lb/hr)
A x Amps + B x Wire Stick Out x Amps2 = Wire Melting Rate
A and B are constants; the numbers come from the type of wire and size of wire.
Filling in the numbers can be fun but it’s more important to look at the variables that affect the melting of the wire.
1. Amps are on both parts of the equation. This emphasizes the large part amps play in the melting rate.
2. Wire stick out is important in melting wire. (Wire Stick out is the distance between the bottom of the contact tip to the top of the metal).
3. Playing with the variables. If you increase the stick out and maintain the amps, more wire is melted. If you increase the stick out But don’t maintain the amps (amps go down when stick out increases), less wire will be melted.
The Formula: Wire Penetration
K x [Amps 4 / (Travel speed, ipm x Volts 2) ]0.333
K is constant.
1. Good welding deposition is part of the formula for efficiency but if it doesn’t penetrate the metal, all is in vain.
2. The simple rule of arithmetic division: if the upper number (numerator) increases and the bottom number (denominator) remains the same then the result will grow larger. If you reverse the rules, the result will shrink.
3. Once again, Amps plays a large part; this time it is raised to the power of 4.
4. Increasing travel speed and volts will decrease penetration if amps remain constant. (The increase of voltage causes the Arc to get wider, reducing the arc force needed for penetration.)
5. Travel speed is not raised to any power; it doesn’t have the same effect as amps.
When things go wrong in welding, the solution is not always simple: there are a lot of variables to consider. This is also true if you’re looking for more efficiency in your welding operations. The above simple formulas create a starting spot to make sure these variables are being adhered to.
If we can help, give us a call. We do productivity audits for welding departments.
Cheers,
Ron-Son’s Torch

