“The new wife was feeling anxious over the task of cooking her 1st Thanksgiving dinner for his and her parents. She wanted it to be a great success. The turkey was well chosen. A little bit on the expensive side but it had to do with the pampered life the turkey had lived. Or at least that’s what the label claimed.
expensive side but it had to do with the pampered life the turkey had lived. Or at least that’s what the label claimed.
Her new husband was eager to help her anyway he could. But he was aghast when his wife insisted the wings be cut off the turkey and cooked in a separate pan. He bravely asked her why? And her cryptic answer was, it’s the way my mother always did it. After considering the tone of the answer and the tension in the kitchen, he decided to accept the answer. But he did ask it again, though it was after all had enjoyed the lovely meal and the great stress had been replaced with laugher. This time he asked his mother-in-law. His mother-in-law looked surprised that he knew some of her secrets but answered, my turkey pan could never fit a whole turkey so, I had to cook it in two pans. But those days are gone; we just got a new bigger oven.”
There are some jobs in life you can’t ever see being replaced by technology: trucking, housing, farming, clothing and grinding welds. So maybe that explains why there are so many abrasive manufacturers. And why they love to tell us, and how the wise and enlightened are choosing their wheels.
Grinding or preparing a weld is a manual job. A manual job always has 2 costs: the product cost and the cost to use the product. But only one of those costs is clearly defined; it’s usually written on an invoice. The other cost is harder to define because so many variables are involved: the worker, the work place, the work environment, the product being used, the equipment to use the product, etc. But a good product will quickly show it addresses those unknowns by ease of use, quality of work, etc.

Effective grinding has many variables but for the sake of brevity and boredom this email focuses on the composition of a grinding disc. It might
help to evaluate a disc without having to go through a lot of testing – not that there’s anything wrong with that.
There are 2 basic components that go into making abrasive grinding disc: the bond and the abrasive grain. From those 2 components comes a lot of boasting. Each manufacturer believes their secret recipe has made the superior wheel.
The Abrasive Grain
The abrasive grain is what removes the metal. These grains are extremely hard substances. There are three basic types of grains used in abrasives.

The most common is aluminum oxide. It’s used on ferrous and high tensile steel because it has great toughness against materials that don’t like to be grinded on.

Second, is zirconium alumina. It does the same as aluminum oxide but is used for higher horsepower or severe applications. Its ability to be long lasting and very sharp makes it ideal for faster grinding and cutting. The cost of the disc is going to be higher.
But for heavy grinding users it becomes more economical because it gives better performance and longer life.

Third is silicon carbide used on non-ferrous metals, copper, aluminum, bronze and low tensile strength like cast iron and ductile iron. These are materials that have low grinding resistance. You need something that fractures easily to give new cutting edges with minimum wheel wear. Silicon carbide does that.
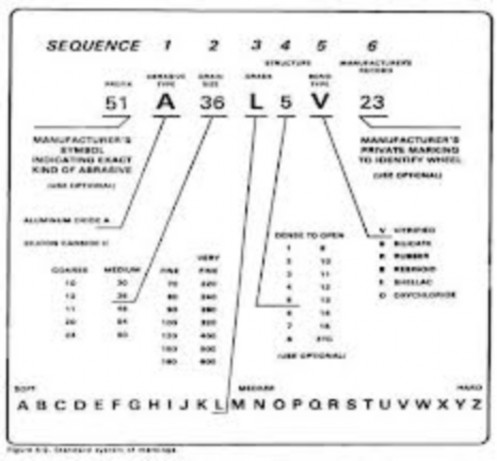
The other important feature with abrasive grain is its size. Larger size is for soft material and smaller size is for harder steels. The numbers you see on a grinding disc is referring to the grain size. The smaller the number, the larger the grain
The codes you may see on a grinding disc refer to its grain size and type of abrasive grain: A for alumina; ZA for zirconium alumina; and C for silicon carbide
Bonding of Abrasive
The bonding of the abrasive grains is very important. It must stand up to heat but yet give way for other grains to replace it. It’s possible to make a bond so tough that the wheel won’t wear down. This means the exposed grains are not going to fracture. But the fracturing is needed to replace the dull grains and create new sharper points. Without the sharper points, not much or none of the material is going to be grinded off.

The degree of hardness of the bond plays a large role in choosing what disc should be used on certain materials. A soft bond is going to permit the grains to break away more readily than a hard bond. If we know the material to be grinded is going to quickly dull or blunt the grains than a soft bond is going to release the grains quicker. On softer material, easy to be grinded, you want the grains to be released slower. So the rule of thumb is soft for hard materials and hard for soft materials.
A letter grade (A-Z) is assigned to show the hardness of the bond. A would be the softest and Z the hardest.
Other Factors
Manufacturers in describing their discs may use 2 letters at the end indicating the type of resin and reinforcing that what was used to form the shape of the disc. BF is the most common type and is usually not marked. BF stands for phenolic resin bond and fiberglass reinforcement.

Being able to read grinding disc labels has its values but there are lot more variables that go into effective grinding: how much pressure the operator puts on the disc, the angle he uses, the power of the tools being used, the type of material being grinded and the stroke being used, etc. Plus certain abrasive products are excellent at eliminating steps to getting a product to a finished state.
If we can help you or need more information, feel free to give us a call.
Cheers,
Ron-Son’s Torch

