The MIG welding nozzle doesn’t get any respect. Its simple design and easy task, makes us think it can’t be very important. Therefore, we use it for a hammer, we drop it carelessly on the hard ground, and we allow it to get overheated. Even the welding wire spits at the nozzle. So, it’s hard to persuade ourselves it does have a very important job.

Most nozzles look alike on the outside but the inside can be very different. There are 4 different types of nozzles: recessed, flush, protruding or adjustable. (Adjustable means it can slide up and down the insulator to mimic the other 3 types) The smartest way to choose a nozzle is by matching it to the type of welding wire you’ll be using. Flux cored wires have a core containing flux and the solid wire has no core, it’s solid. Because of this difference the Flux cored wires need more preheat. The extra preheat is produced by extending the wire longer from the end of the tip. With the longer extension, the nozzle’s job gets more complicated: it has to be able to give more gas coverage. This is accomplished by recessing the nozzle. Solid wire (70S6) doesn’t need the same amount of preheat: a flush nozzle will do the trick. So, how do you know how long the wire extension needs to be? You’ll find the answer on your manufacturer’s product sheet for the specified welding wire.
Nozzles sometimes can be mistaken for the face of a hammer. This repeated banging on the end of the nozzle and/or lack of cleaning it can lead to 2 things. One, the banging weakens the tight seal of the nozzle to the gun. Now the atmosphere has a chance to get sucked in with the shielding gas and contaminate the weld. Two, the nice smooth round orifice begins to become oblong and crusted over. This is making it difficult to properly direct the gas flow.

The size of the openings on the gas nozzle affects gas coverage. A larger opening gives you better coverage and smoother gas flow. Smaller and tapered nozzles don’t give you better gas control; they help you get into tight corners.
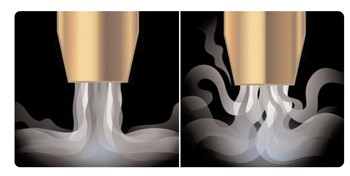
Heat is another menacing factor. It could be affecting your gas flow because heat causes gas to expand. So, what happens when your gas nozzle gets too hot? When the gas touches the surface of the nozzle it’s going to want to expand. The gas nozzle is going to prevent it from expanding. But as soon as the gas exits the nozzle, it’s expanding rapidly. This rapid expansion is going to be creating gas turbulence. And the gas turbulence may create some porosity in your weld. And why is your nozzle too hot? The nozzle is getting too hot because it’s not suited for that amount of heat: the correct gas nozzle needs to be put on.
While we are on the subject of gas turbulence, more gas flow doesn’t mean better results. More gas flow can create gas turbulence. So, what is the correct amount? The answer again is in the Manufacturer’s welding wire product sheet.

Next question, how do you know what level of gas flow is coming out of the MIG gun nozzle? The regulator is telling you how much gas is entering into the gas line. But it has no way of telling you what’s coming out the end of the MIG gun. The answer is simple and cheap. Attach a gas flow meter on the nozzle, pull the trigger and read where the ball is floating. Oh, if all life’s mysteries were only that simple and cheap.
The nozzle is one variable playing a part in producing good welds. It’s amazing something so simple can create bad results for welding. It’s a reminder that good work habits and respect towards tools, will pay off.
If we can help you with identifying other ways to improve your welding results, give us a call.
Cheers,
Ron-Son’s Torch

