
Selecting the Right Shielding Gas For Your Welding Process
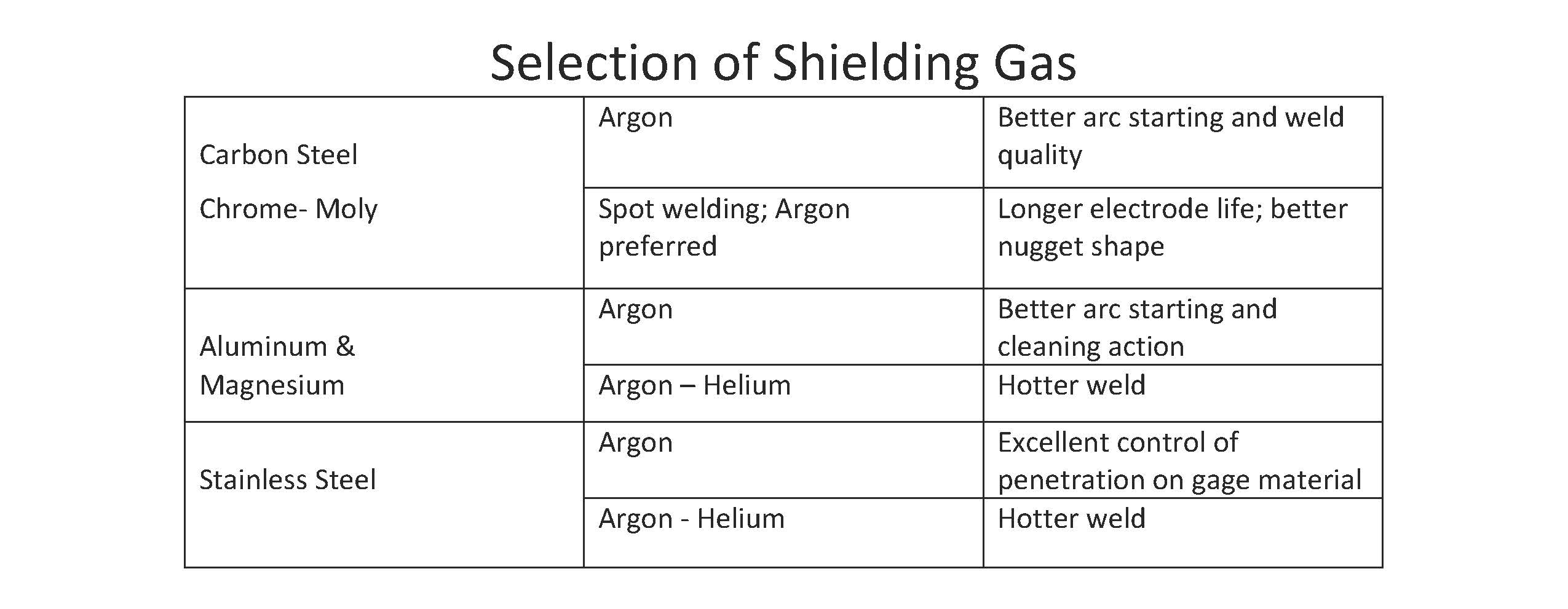
Choosing the shielding gas for TIG welding is easy because there are few options. TIG welding cannot tolerate even small amounts of oxygen or oxygen compounds, such as carbon dioxide. The shielding gas choices are argon, helium, or a mixture of the two gases. With the high price of helium, which is becoming a scarce commodity, argon is usually the shielding gas of choice.
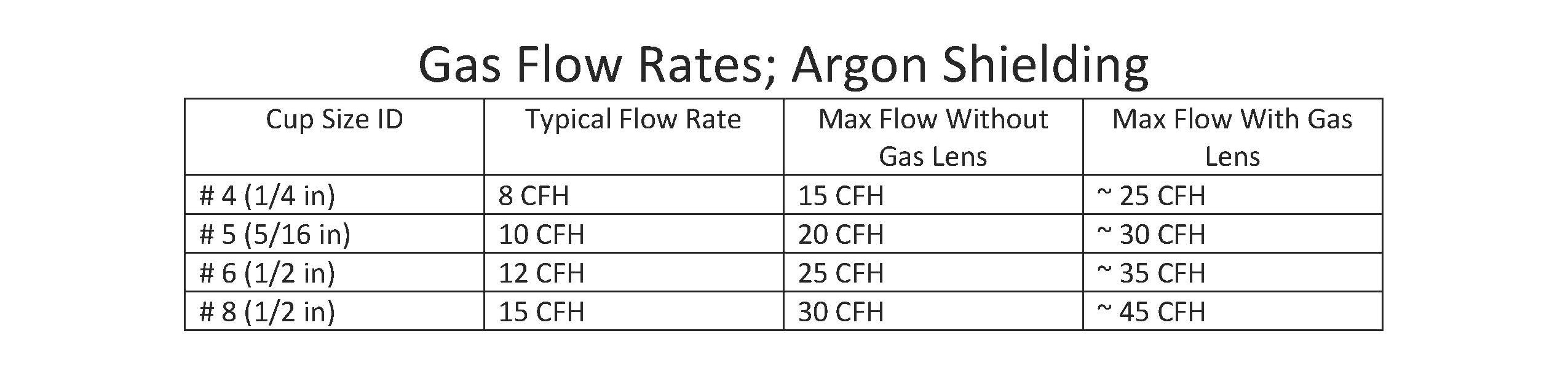
There are guidelines for usable TIG shielding gas flow rates. Note that excessive flow rates create turbulence causing air to mix into the gas stream. Using a gas lens is an advantage for TIG because it reduces the tendency for turbulence at higher flow rates. When using gas lenses, the suggested maximum flow rates should allow welding in up to 4-mph draft. Beyond that, a windbreak of some type should be used.
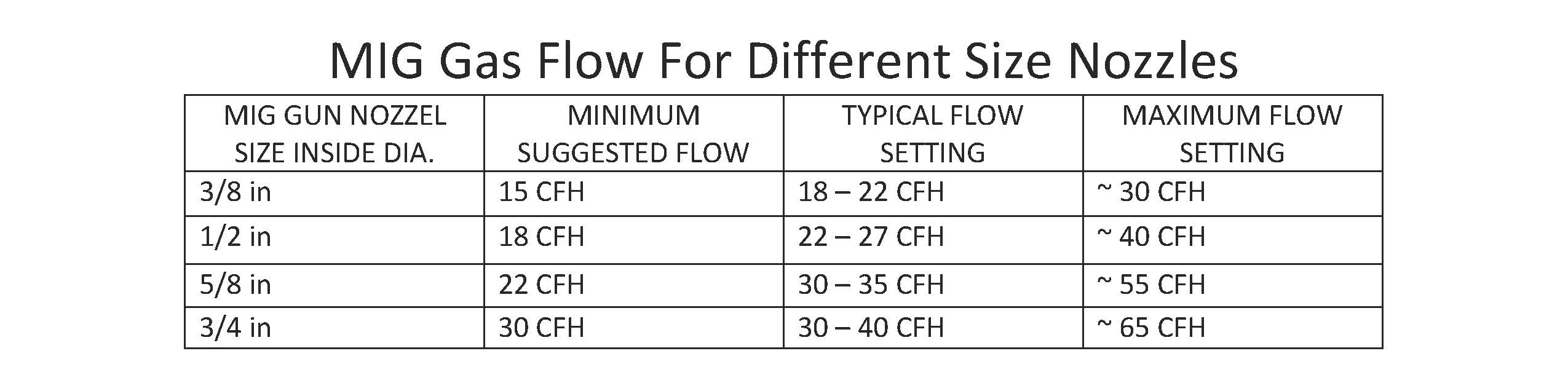
This chart shows suggested MIG gas flows for various size nozzles. Note the maximums and minimums. If the maximum is exceeded, the shielding gas stream becomes turbulent and pulls in air, which is counterproductive. If there are drafts present, use a windbreak but do not exceed these flow levels.
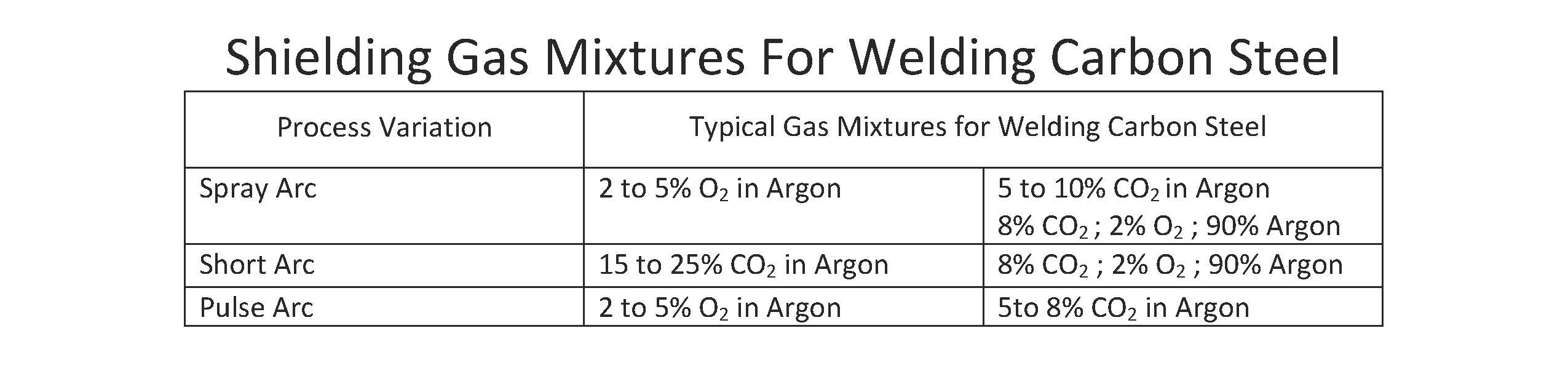 For carbon steel, the shielding gas used depends on the process variation employed. Quality spray-arc can be performed with 2- to 5- percent oxygen in argon; 5- to 10- percent carbon dioxide is also common. Optimum short-arc metal transfer requires a minimum of 15-percent carbon dioxide with a very common 25-percent carbon dioxide used by a many weldors. Note the triple mix of carbon dioxide, oxygen, and argon can be used for both short arc and spray arc. If investigating in pulse-arc equipment, the optimum gas mixture should be used.
For carbon steel, the shielding gas used depends on the process variation employed. Quality spray-arc can be performed with 2- to 5- percent oxygen in argon; 5- to 10- percent carbon dioxide is also common. Optimum short-arc metal transfer requires a minimum of 15-percent carbon dioxide with a very common 25-percent carbon dioxide used by a many weldors. Note the triple mix of carbon dioxide, oxygen, and argon can be used for both short arc and spray arc. If investigating in pulse-arc equipment, the optimum gas mixture should be used.
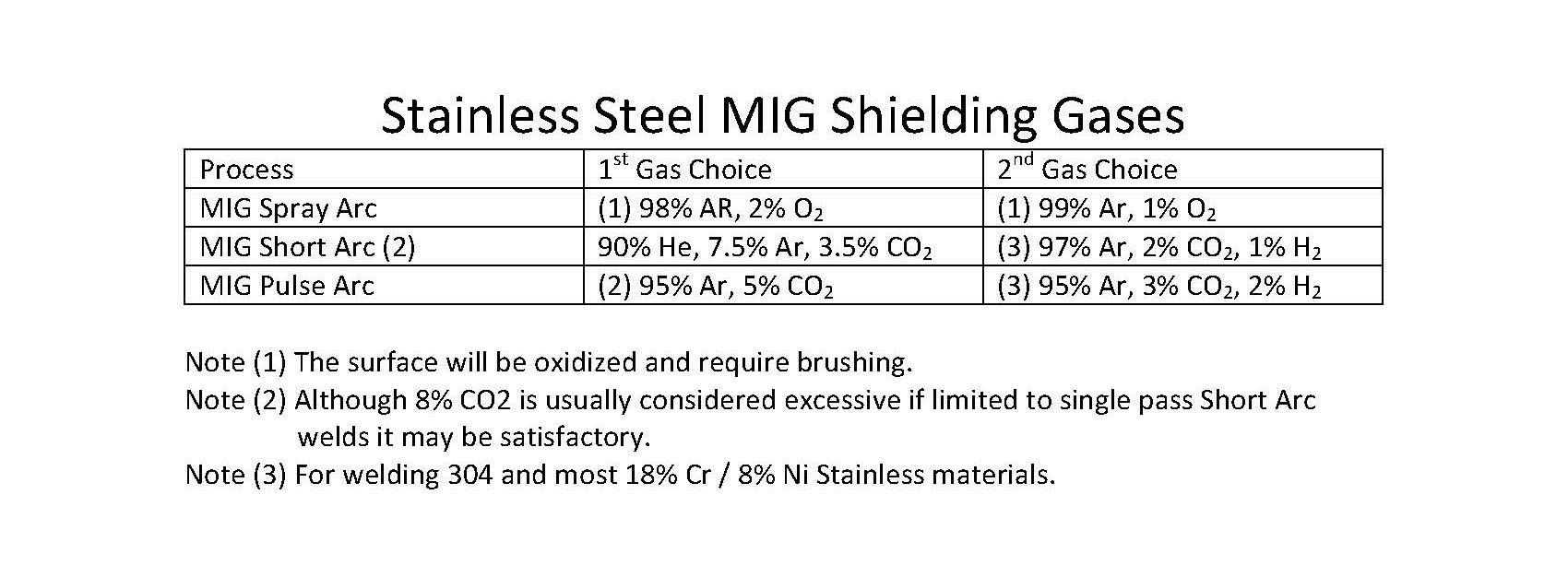
MIG stainless-steel shielding gas is different from what is commonly used for steel. It is usual to keep the carbon dioxide below about 5 percent for good corrosion properties. However, I use mixture usable for both steel and short arc stainless steel: 90-percent argon, 8-percent carbon dioxide, 2-percent oxygen. The use of a low-carbon wire when welding stainless, such as 308L or 308LSi, is suggested if that mixture is used.
Charts and descriptions are from “Weld Like a PRO: Beginning to Advanced Techniques” by Jerry Uttrachi, published by CarTech Inc in Minnesota (2015). Pages used: 44, 98, 100 & 103.
Buy From Amazon.ca Buy From Amazon.com
★★★★★
“Weld Like a PRO” is an incredible reference book for anyone who is serious about being a good welder. Both the hobbyist and professional welder would benefit from having this book in their library. “Weld Like a PRO” gives great tips for all the different types of welding and cutting processes, as well as how to weld difficult metals. The book is easy to read and has lots of images to help clarify complex procedures.
Here at Ron-Son’s Torch we couldn’t recommend this book enough.

