This article is an amalgamation of two articles originally from the Fabricator: Aluminum GMAW: Winning the battle with wire feed & The difficulties of aluminum MIG wire feeding in welding
From automotive manufacturing to shipbuilding and trailer fabrication, aluminum continues to be an increasingly popular material due mainly to its high strength-to-weight ratio and its corrosion resistance. The material allows these industries to produce products that weigh less but are capable of withstanding demanding use. For automotive applications specifically, aluminum helps provide emission improvements and fuel savings in new vehicles.
Despite its benefits, aluminum can be challenging to weld. Because of its inherent oxide, high thermal conductivity, and fast cooling rate, it requires better cleaning methods and slightly different welding techniques than steel to achieve a sound weld.
The welding wire also poses potential issues, as it is much softer than steel wire and can be easily deformed or crushed. In gas metal arc welding (GMAW) applications, that means the chance for wire feeding problems is greater. This is particularly true when welding with the 4000 series wires like 4043, 4943, and 4047. These wires offer the advantage of better WELDABILITY and bead appearance, but are more prone to feeding problems within the welding gun liner since they have less columnar strength than other aluminum alloys or steel wires.
Five simple steps can help you minimize wire feeding problems and the downtime associated with them.
The first piece of the puzzle is the wire itself, including the spool or drum. The goal is to have a GMAW system that feeds wire continuously without interruption. If not, your day just got much longer, management is unhappy with the lack of production, and someone is probably spending valuable time on the phone with the wire supplier because “it’s always the wire!”
Choose Quality Wire. The quality of the aluminum wire you purchase, and use can have an effect on its feedability. Look for high-quality wire with a smooth finish and a consistent cast and helix to it, which helps it feed more smoothly. Lower-quality wire could potentially exit the contact tip in a wavy motion that produces an erratic arc.

Follow Proper Handling Techniques. Assuming the wire is manufactured and packaged properly, mishandling can be the root cause of your feeding problems.
It is important to handle the spool of wire properly. Always lift a spool from the bottom or at the center. Never lift a spool in a way that allows the flanges to flex away from the wire, as this can disrupt the precision-wound layers of wire. Take care not to disrupt the manner in which the wire is wound on the spool, either by dropping it or otherwise adjusting it. If you are using drum packaging, make sure they always remain vertical and that the wire is properly secured before they are moved.
Aluminum wire spools are level-layer-wound to ensure consistent wire feeding. Any bends in the spool or flanges could cause the wire to snag or hang up, which can lead to feeding issues during welding.
Set the Spool Brake Tension Correctly. Another consideration is the brake tension of the spool spindle. The brake should be set just tightly enough so that the spool does not spin freely when the feeder stops pulling the wire. If it’s too tight, the drive rolls may start slipping, which will typically cause the drive roll grooves to build up with aluminum. If the brake is too loose, the spool may continue to turn and the wire can jump over the spool flange, which will generally cause a tangle. The spool should have enough tension to prevent it from overspooling when you stop welding, but not so much that the spool can’t turn easily.
On most wire feeders, the wire will rub on some sort of inlet guide before it reaches the drive rolls. Although most inlet guides are plastic, this is a component that you need to inspect to ensure it is not metallic or grooved from the wire rubbing on it. This also applies to any guide that may contact the wire. Center guides (if present) and outlet guides should be tapered with a contour matching the OD of the drive rolls to allow their ends to be as close to the rolls as possible. Use nonmetallic inlet and intermediate guides to prevent shaving of the aluminum wire.
When feeding aluminum, you must eliminate all areas where the wire is not supported or encapsulated. The soft aluminum wire will always take the path of least resistance, so the machine must be set up to ensure the wire has a clear and controlled path to the contact tip.
The most common setup issue with drive rolls is excessive pressure, which can cause the wire to become misshaped, leading to excessive burn-backs. Excessive pressure can also contribute to wire shavings, especially if the drive roll grooves are incorrect or misaligned.
So how much drive roll pressure should you use for aluminum? Unfortunately, there is no magic number as multiple variables are involved. The best way to set the drive roll pressure for aluminum is to simply start at the lowest setting and gradually increase the pressure if the wire seems to be slipping under normal operating conditions. The technique used for steel, whereby you feed the wire into an obstruction and increase the pressure until it curls the wire, is not usually recommended for aluminum. That much pressure will generally cause aluminum wire to deform. Also, since aluminum GMAW typically is performed using the spray-arc transfer mode, there should not be any significant resistance to the wire as it leaves the contact tip.
Incorrect drive-roll tension can lead to different problems, depending on whether you are feeding from a 1-lb. wire spool with a spool gun or feeding from a large drum of wire with a push/pull gun. Tension that’s too tight typically leads to birdnesting, since the drive rolls will try to push the wire through to the contact tip even if there is an obstruction, rather than letting them slip. If you are welding from a large drum of wire, too much drive-roll tension can also restrict the wire from rotating smoothly as it leaves the drum, which can lead to tangling in the drum.
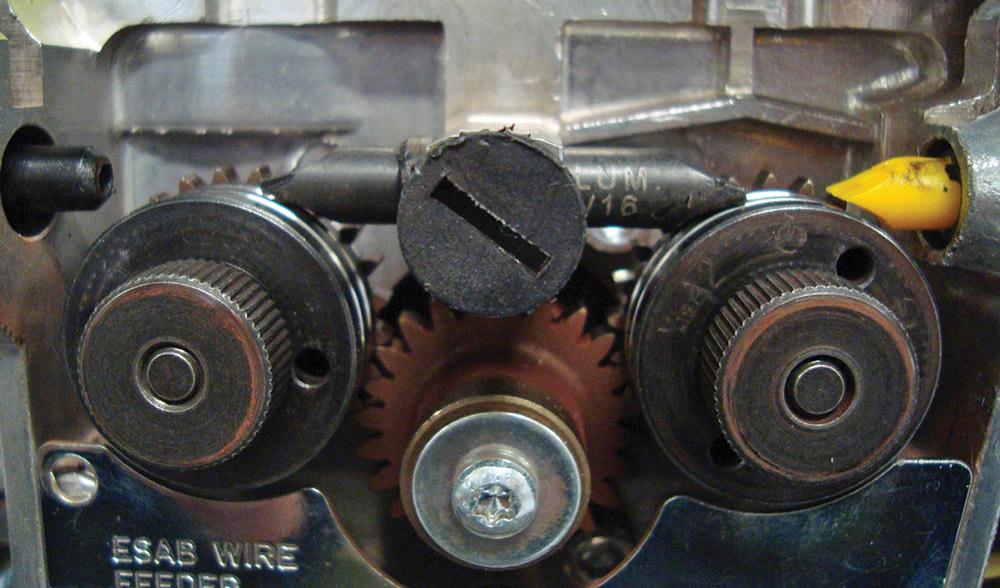
The drive rolls must also have the correct groove geometry and be properly aligned. Aluminum welders have always been told to use only U-grooved drive rolls. While a couple of other options are out there, the U-groove is by far the most common. The U-groove drive rolls avoid crushing or deforming the aluminum welding wire. These feed the wire efficiently while keeping its round shape and preventing shaving that could clog up the liner. Once you make sure you have the correct drive roll groove size, you should also take a look at the quality and geometry of the grooves under magnification (10x is usually enough) to ensure the grooves are smooth.

It is not uncommon to see rough contact surfaces within the grooves or sharp edges where the groove meets the outer surface. If either of these features is not adequate, you can either try a different manufacturer’s roll or polish the ones you have. Any fine-grit polishing stone that will fit into the groove should do the trick. In fact, many companies have developed a routine of polishing all of their new drive rolls before they are made available to production.
Most wire feeders have “floating” drive rolls. This means they have a little bit of side-to-side movement, allowing the wire to basically guide the rolls into alignment. However, if anything becomes lodged between the drive roll and the face of the gear, the roll may not float anymore, and the edges of the wire grooves could deform or gouge the wire. A simple way to prevent this is to pull the rolls off with every one or two wire spool changes and make sure the rolls and gear face are clean.
One of the most common misconceptions is that a push/pull arc welding gun is required for aluminum GMAW. While using a push/pull setup will typically minimize feeding difficulties, it is not always required. Many believe the need for a push/pull gun is based on the gun length. However, the stiffness of aluminum wire can vary greatly depending on the alloy. For this reason, arbitrary gun lengths are not always practical.
Soft aluminum alloys such as 1XXX, 2XXX, and 4XXX have lower column strengths than hard alloys like 5XXX. For example, 0.047-inch-diameter 5356 typically can work in a 10- to 12-foot push-only system that is properly configured without any issues, but 4043 alloy in the same system may have problems feeding since it is much less rigid. No matter how long the gun may be, minimizing the bends and loops between the feeder and the contact tip will significantly improve overall feedability.
Regardless of what length or style of torch you choose, you should consider using a nonmetallic torch liner—Teflon®, nylon, and graphite are the most common options available. Some aluminum liners now have a metal outer coil with a nonmetallic sleeve. This makes them look very similar to steel liners, so be certain the inside diameter (ID) of the liner is correct for your application. Push/pull guns also incorporate a neck liner between the pull wheels in the gun and the diffuser. While these are often coiled metal liners, nonmetallic should also be considered here. Basically, the goal is to ensure nothing in the feeding system can scrape the wire and cause shavings that could plug the liner or back of the contact tip.
Knurled drive rolls can come into play in either the feeder cabinet or a push/pull system. Generally speaking, knurled drive rolls are not suitable for aluminum GMAW because they slightly cut into the wire, generating a significant amount of shavings that plug the liner and/or contact tip. Knurled rolls are often found in the gun on push/pull systems, but the welders who use them have decided to deal with the shavings in the short neck liner to gain a better grip on the wire. While a system that is properly set up and maintained shouldn’t need the added grip, many companies put them in the push/pull gun as an added measure to help avoid burnbacks and feeding inconsistencies.
If you decide to use a spool gun they can hold a 1-lb., 4-in. spool of welding wire, which works well for small applications that won’t require a lot of wire changeover. Even though these guns can be used with longer cables, because the spool is mounted on the gun itself, the wire needs to feed only a short distance—typically from 8 to 10 in. This helps to minimize some feeding problems.
Spool guns do have limitations, however. Their design can hinder access to tight areas, and spools have to be changed very frequently. The spool also adds weight to the gun, so you may find it heavy to weld with for long periods of time.
The last component is the contact tip. It is very important to buy contact tips, liners, and guides designed for aluminum wire. Consumable manufacturers offer aluminum-specific contact tips, which have smooth bores that are slightly larger for a given wire diameter than tips for steel wire. Since Aluminum wire has a higher coefficient of expansion as compared to steel, the larger inside diameter (ID) helps to accommodate the increase in diameter of the aluminum wire when it is heated. This also helps to prevent burnbacks.
For a variety of reasons, contact tips are often the cause of setup errors. The two problems most frequently discovered are oversized tips and poorly manufactured tips. A lot of manufacturers make aftermarket tips. While the tips may look the same on the outside, they may contain lower-quality alloys, have manufacturing defects, or have inconsistent bore diameters.
The inlet can be examined with the 10x eye loop to ensure no burrs are left from the chamfering tool. Since many shops don’t have precision pin sets available for checking the ID of the tips, a drill bit of the appropriate diameter can be used to make sure it’s close. Generally, the ID of the tip should be approximately 10 percent more than the wire diameter. You can also use a tip dressing/reconditioning kit to ensure the bore is smooth and the inlet is clean.
Original Articles:
Aluminum GMAW: Winning the battle with wire feed by Rob Krause from The Fabricator.com: https://www.thefabricator.com/thewelder/article/arcwelding/aluminum-gmaw-winning-the-battle-with-wire-feed
The difficulties of aluminum MIG wire feeding in welding By Carson Williams and Galen White from The Fabricator.com:
https://www.thefabricator.com/thewelder/article/consumables/the-difficulties-of-aluminum-mig-wire-feeding-in-welding

