by Ron-Son’s Torch
Stainless steel is one of the man-made metals that became popular because of its highly desirable features: rugged nature and good looks. It’s rugged nature makes it suitable to work in highly corrosive enviroments. Paired with its good looks (it’s expensive as it looks, believe me) makes it a popular choice in highly visible areas, like kitchens. It’s a winner in every category like Superman. But like Superman, Stainless Steel has its own ‘Kryptonite’ to contend with – especially in the world of welding. The nature of austentic stainless steel makes it react differently than carbon steel when welded. Free iron can ruin the looks of stainless steel. If you’re not careful with fitting and welding joints, that can lead to problems later on.
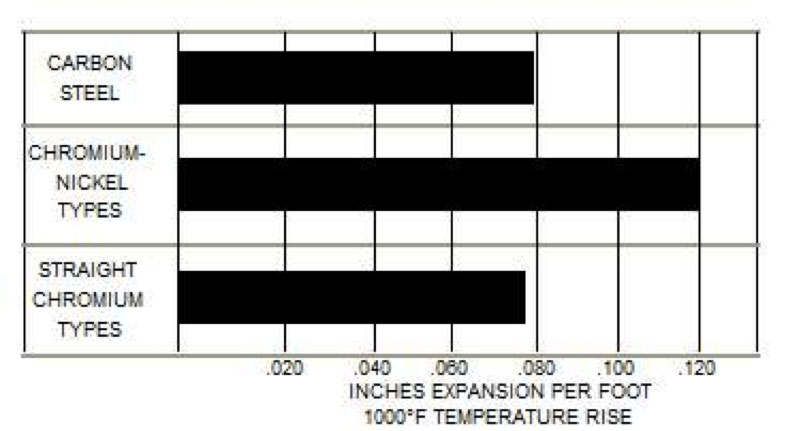
1. Chromium-nickel stainless steel expands from heat over 50% more than carbon steel. Too much heat causes distortion much quicker than carbon steel. If you want to weld austentic stainless to carbon steel, than you are working with two metals with two differing rates of heat expansion. Without choosing the proper method, you can get cracking from the internal stresses.
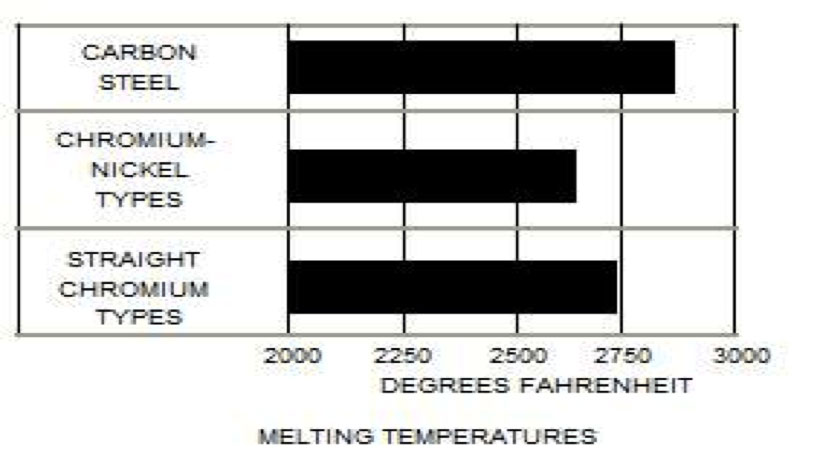
2. Stainless steel has a lower temperature of melting than carbon steel, meanings you need less welding current (heat).

3. Austenitic stainless has a higher electrical resistance (about 6 times more) than carbon steel. This creates more resistance heating in the stainless steel electrode and in the base plate.
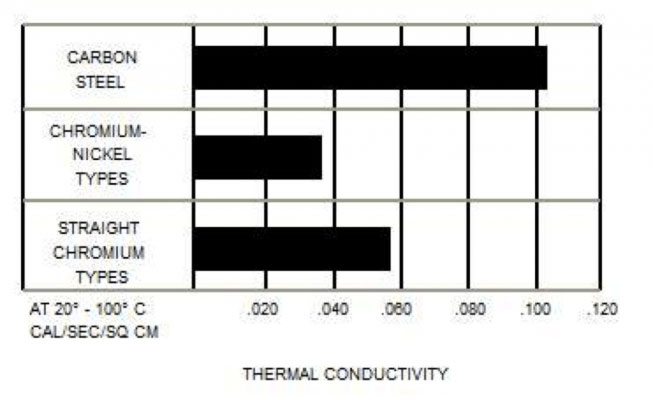
4. Chrome-nickel stainless alloys are slower in conducting heat (40 to 50% slower than carbon steel). So now the heat is in the vicinity of the arc for a longer period of time – instead of quickly spreading throughout the metal.
If you have rust spots on new stainless steel equipment, it probably came from Free Iron.
Here are some important rules to prevent Free Iron getting embedded in your stainless steel:


1. When you are welding two pieces of stainless, be aware poor preparation of joints can create crevices. Those crevices between two stainless steel surfaces are going to invite corrosion.
2. Your welds must have FULL penetration. Any spot missed from lack of penetration becomes a risk for crevice corrosion.


4. Weld spatter creates a tiny weld where the molten slug of metal touches and adheres to the surface. The protective film is penetrated and tiny crevices are created where the film is weakened the most. Weld spatter can be easily eliminated; apply spatter prevention paste to either side of the joint to be welded. The paste and spatter are washed off during clean up.
 These are a few things you can do to insure your stainless steel welding job withstands the corrosive environment – and looks good. Just like Superman.
These are a few things you can do to insure your stainless steel welding job withstands the corrosive environment – and looks good. Just like Superman.

