In all your planning and goal seeking to make your welding productive and profitable, don’t forget to include your welder. There are 7 essential variables that the welder controls. You want to make sure he knows them and how to control them. When set properly, it will lead to quality and productive welds.
a. What transfer mode are you wanting to be in Spray or Short Circuit? The wire feeder speed needs to be in a certain range to accomplish whatever mode you choose.
b. Fill and Penetration: A minimum wire feed speed is needed to achieve penetration and fill.
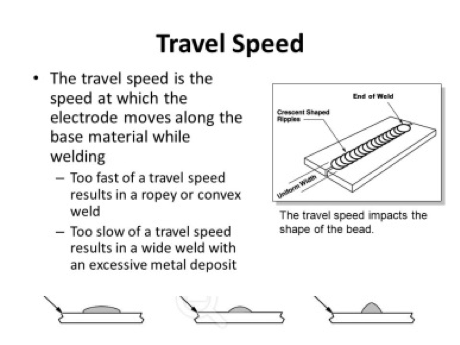
c. Travel speed; is going to affect your productivity.
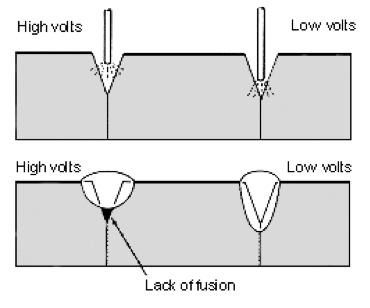
a. Again, what transfer mode are you wanting to be in? Your machine has to be able to produce a certain level of voltage.
b. The shape of the bead
c. Undercut and penetration
d. Splatter; voltage is going to affect the amount of spatter.
a. Productivity: the faster the speed, quicker the job.
b. Penetration: too slow or too fast is going to affect the penetration.
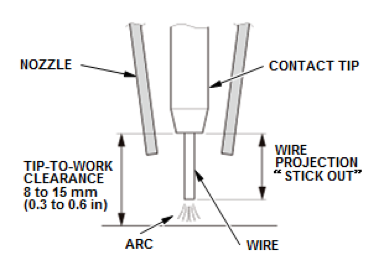
a. Welding amperage. The more you have stick out, less current needed to melt the wire, the less penetration.
a. Bead shape
b. Travel speed
c. Spatter
d. Depth of penetration

Transverse angle is the angle of the wire when it touches the work piece
a. The bead shape
b. Penetration and undercut
a. A quality weld. You can do the above correctly but if the wire is placed in the wrong position from the root, an unacceptable weld can be produced.
When the welder understands these variables and does them, he is going to produce good quality work.
A lot of the information on these variables will be found on the manufacturer’s spec sheet.
If we can help, please give us a call.
Cheers,
Ron-Son’s Torch

